Дисклеймер. Материал носит ознакомительный характер и не является исчерпывающим техническим руководством. Любые действия на оборудовании — изменение параметров, вмешательство в электрические цепи, сброс аварий — выполняются на усмотрение и ответственность специалиста, проводящего работы. При сомнениях в квалификации или характере неисправности следует привлекать авторизованный сервисный персонал. Конфигурации станков и версии ПО различаются — всегда сверяйтесь с документацией на конкретное оборудование. Если вы сталкивались с описанными ошибками или можете дополнить материал по своему опыту — пишите в комментариях и в разделе Вопрос и Ответов (Q&A), это полезно всем.
Когда станок встаёт, первые пять минут теряются на растерянность, следующие двадцать — на звонки. Между тем правильно выстроенная методика диагностики позволяет в большинстве случаев локализовать неисправность ещё до приезда сервисного инженера, а нередко и устранить её собственными силами. Ключевой инструмент здесь — понимание структуры аварийных сообщений и знание того, в каком именно документе искать информацию по конкретному коду.
Русскоязычная документация: что реально доступно
Вопреки распространённому среди технологов мнению, официальные переводы документации Fanuc на русский язык существуют. Это так называемые «жёлтые книжки» — мануалы в стандартном оформлении Fanuc, на обложке которых в индексе документа стоит суффикс RU вместо EN. Например, B-64605RU вместо B-64605EN. Поставляются они в составе документации на станок при официальных поставках через дистрибьютора.
Честная оговорка: качество этих переводов неодинаково. Старые серии — 16i, 18i, 0i-C — переведены относительно полно. По более новым сериям (0i-F, 30i-B) русскоязычные версии могут отсутствовать вовсе либо выходить со значительным опозданием относительно английских оригиналов. Кроме того, технический перевод в ряде мест буквален до потери смысла, и опытный технолог нередко предпочитает сверяться сразу с английской версией.
Где искать:
В первую очередь — в бумажном комплекте документации, который поставлялся со станком. Часто лежит на складе или в шкафу начальника участка, забытый ещё с пусконаладки.
Официальный сайт Fanuc: fanuc.eu → Support → Manuals — регистрация бесплатна, доступны открытые мануалы, часть — только на английском.
fanucrussia.ru — российское представительство, при официальном запросе может предоставить русскоязычную документацию на поставленное оборудование (в связи с текущей ситуацией могут не работать).
Практическая рекомендация: если RU-версия доступна — работайте с ней для первичной ориентации. Для принятия технических решений по серьёзным неисправностям — сверяйтесь с английским оригиналом. В случае расхождений приоритет за английской версией.
Какой мануал для чего: навигация по документации
Fanuc выпускает на каждую серию пакет документов, и у каждого — своя зона ответственности.
Alarm and Error Code Manual
Базовый документ для диагностики. Содержит полный перечень кодов аварий с описанием причин и первичных действий. Сюда нужно идти в первую очередь при появлении любого аварийного сообщения.
Серия ЧПУ | Номер мануала (EN) | Примечание по RU |
|---|---|---|
0i-F / 0i-F Plus | B-64605EN | RU-версия выходила, уточнять наличие |
0i-D | B-64485EN | B-64485RU существует |
0i-C | B-64115EN | B-64115RU — наиболее полный перевод |
30i/31i/32i-B | B-64605EN | Совмещён с 0i-F |
16i/18i/21i | B-63005EN | RU-версия существует |
16/18/21 (старые) | B-61405E | Перевод встречается в бумажных комплектах |
Maintenance Manual
Сервисное руководство — следующий уровень. Подробные процедуры замены компонентов, диагностики на уровне плат и модулей. Открывать тогда, когда Alarm Manual указал направление, но для конкретных действий нужна детализация. Для 0i-F — B-64605EN-1.
Parameter Manual
Описание всех параметров станка. Незаменим при ошибках типа PS0035, при настройке сервосистемы и при анализе ситуаций, когда авария явно связана с граничными значениями. Для 0i-F — B-64610EN / B-64610RU.
Connection Manual (Hardware / Software)
Схемотехника, сигналы PMC, распиновка разъёмов. Используется при диагностике аппаратных неисправностей — когда нужно прозвонить конкретный сигнал или убедиться в правильности коммутации. Два тома: Hardware (B-64603EN) и Software (B-64604EN).
Operator's Manual / Programming Manual
Команды G и M, синтаксис программ, циклы. Нужен при диагностике PS-ошибок, связанных с программой. B-64604EN для 0i-F.
αi-B Series Amplifier Maintenance Manual (B-65285EN)
Отдельный и очень важный документ, который часто упускают из виду. Содержит расшифровку кодов на 7-сегментных индикаторах сервоусилителей и шпиндельных усилителей. Без него диагностика SV и SP ошибок неполна: код на стойке ЧПУ и код на самом усилителе — разные вещи, и соответствие между ними нужно смотреть именно здесь.
Как разделить ошибку станка и ошибку системы ЧПУ
Система Fanuc работает в связке с тремя слоями оборудования:
Первый слой — стойка ЧПУ: процессорные платы, память, интерфейсные платы, источники питания.
Второй слой — приводная система: сервоусилители (серий αi, βi), шпиндельные усилители, силовой трансформатор.
Третий слой — периферия и механика: концевые выключатели, датчики давления и температуры, цепи смазки, пневматика, гидравлика, механика — направляющие, ШВП, шпиндельный узел.
Разграничить, где именно возникла проблема, помогает следующая логика:
Ошибка воспроизводится при любой программе и в любом положении осей — причина, скорее всего, в аппаратуре (стойка, привод) или в общесистемной настройке.
Ошибка возникает только при выполнении конкретного кадра программы — в первую очередь смотрим программу (PS-ошибки) или состояние механики в конкретной зоне обработки.
Ошибка нестабильна: иногда есть, иногда нет — температурная или контактная проблема. Чаще всего разъём, кабель, перегрев. Реже — деградирующий электронный компонент.
После сброса и повторного запуска ошибка не воспроизводится несколько часов — обратить внимание на тепловой режим и момент возникновения относительно времени работы станка.
PMC-аларм: отдельная категория
В стойке Fanuc сосуществуют несколько контроллеров. Помимо самого CNC, работает PMC (Programmable Machine Controller) — встроенный ПЛК, обрабатывающий сигналы от периферии станка. Аварии PMC не стандартизированы Fanuc: их задаёт производитель станка в лестничной программе. Описание — исключительно в электрической документации производителя станка, не в мануалах Fanuc.
Признак PMC-аларм: нестандартный диапазон кода (часто EX0001, EX1000 и т.п. или просто числа без буквенного префикса Fanuc). Смотреть на стойке: [PMC] → [ALARM].
Наиболее частые ошибки: разбор по группам
Группа PS — ошибки программы
Ошибки этой группы генерирует сам CNC при разборе или исполнении управляющей программы. В подавляющем большинстве случаев — программные, к электронике не имеют отношения. Документ для разбора: Alarm Manual + Programming Manual.
PS0010 — Improper G-code
Несуществующий G-код либо G-код, недопустимый для данной конфигурации системы. Типичная ситуация: программа написана под станок с расширенным набором опций, а конкретная стойка их не имеет (например, G68 без опции координатного вращения, или G05.1 без опции High-Speed Machining).
Действия: смотреть номер кадра в сообщении, открывать программу, уточнять, установлена ли соответствующая опция на данной стойке. Список установленных опций: [SYSTEM] → [SYSTEM] → вкладка опций.
PS0041 — Subprogram Nesting Too Deep (Превышена глубина вложенности подпрограмм)
Одна из наиболее частых ошибок при работе со сложными программами, активно использующими подпрограммы и макросы. Fanuc допускает определённое количество уровней вложенности вызовов M98/M99: на большинстве серий 0i — не более 4 уровней вызовов подпрограмм, на сериях 30i/31i — до 10 и выше в зависимости от конфигурации. Если цепочка вызовов превысила допустимый предел — появляется PS0041.
На практике ошибка встречается в двух характерных ситуациях:
Первая — намеренная сложная структура программы: основная программа вызывает подпрограмму → та вызывает другую → та вызывает макрос → макрос вызывает ещё один уровень. Программист, работавший на стойке с более широкими возможностями (например, 30i), переносит программу на 0i — и получает PS0041.
Вторая, более коварная — непреднамеренное зацикливание: подпрограмма по ошибке вызывает саму себя или создаёт кольцо вызовов, которое теоретически бесконечно. В этом случае PS0041 является признаком логической ошибки в структуре программы, а не просто превышения архитектурного лимита.
Действия: построить схему вызовов программы — выписать все M98 в каждом уровне и посчитать глубину цепочки. Если глубина действительно превышена конструктивно: реструктурировать программу, объединив часть уровней. Если обнаружено кольцо — найти и устранить ошибочный вызов. Максимальную допустимую глубину вложенности для конкретной серии смотреть в Parameter Manual (параметр зависит от опций).
Характер: исключительно программный. Электроника здесь не при чём.
PS0070 и смежные — ошибки в параметрах стандартных циклов
Типичны при работе с циклами нарезки резьбы, черновой обработки, сверления (G71, G72, G76, G83 и пр.). Нулевой или отрицательный припуск, недопустимое значение шага, конфликт направлений.
Характер: программный. Разбор — в Programming Manual в разделе соответствующего цикла.
Группа SV — ошибки сервосистемы
Ошибки этой группы требуют дифференцированного подхода: часть из них механические по своей первопричине, часть — аппаратные.
SV0401 — VRDY OFF (Servo amplifier ready signal off)
Сервоусилитель не выдал сигнал готовности. Причины ранжируются от простых к сложным:
— отсутствие питания усилителя (проверить автоматические выключатели в шкафу, силовой трансформатор); — срабатывание внутренней защиты усилителя — на панели усилителя будет собственный код на 7-сегментном индикаторе, расшифровывать по B-65285EN; — неисправность кабеля FSSB или самого усилителя.
Характер: преимущественно аппаратный. При стабильном воспроизведении — к электронщику.
SV0411 / SV0413 — Excessive Error (Motion / Stop)
Отклонение реального положения оси от командного превысило допустимый порог. SV0411 — при движении, SV0413 — в состоянии останова.
Причины по убыванию частоты встречаемости:
— износ или загрязнение направляющих, недостаточная смазка ШВП; — проблема с датчиком обратной связи — проверить кабели и разъёмы энкодера; — некорректные параметры 1826/1828 — порог задан слишком жёстко для реального состояния механики; — перегрузка (затупившийся инструмент, заниженная подача для данного материала); — неисправность усилителя или мотора.
Характер: в 60–70% случаев механический или параметрический. Начинать с механики и смазки, затем — параметры, затем — электроника.
Группа SP — ошибки шпиндельного привода
SP0740 / SP0741 — Spindle Alarm
Аналогично серво: на дисплее шпиндельного усилителя отображается собственный двузначный код. Без его расшифровки по B-65285EN диагностика неполна.
Типичные причины: перегрев мотора или усилителя, перегруз шпинделя, проблемы с датчиком скорости (Pulsecoder), неисправность усилителя.
Характер: требует анализа кода на дисплее усилителя. При подтверждённой аппаратной причине — к электронщику.
Группа OT — выход за пределы рабочей зоны
OT0500 — Hardware Over Travel
Срабатывание аппаратного концевого выключателя. В реальной эксплуатации нередко ложное: изношенный или загрязнённый концевик, плохой контакт в цепи. Прежде чем двигать ось в безопасную зону вручную, убедиться, что физического упора нет.
Характер: электромеханический. Проверка концевика и цепи.
OT0501 — Software Over Travel
Выход за программный предел рабочей зоны (параметры 1320/1321). Типичная причина — ошибка в нулевой точке детали, неверный вылет инструмента в таблице коррекций, ошибка в программе.
Характер: программный или параметрический. Начинать с проверки нулевых точек и коррекций инструмента.
Группа OH — перегрев
OH0701 — Cabinet Overheat
Перегрев в электрошкафу стойки. Чаще всего — забитые фильтры воздухозаборников. При регулярной эксплуатации фильтры в запылённом цехе забиваются за 1,5–3 месяца. Замена и очистка — плановая операция обслуживания, которую нередко игнорируют до первого аварийного останова.
Характер: эксплуатационный. В большинстве случаев устраняется без привлечения сервиса.
Группа DS — ошибки датчиков положения
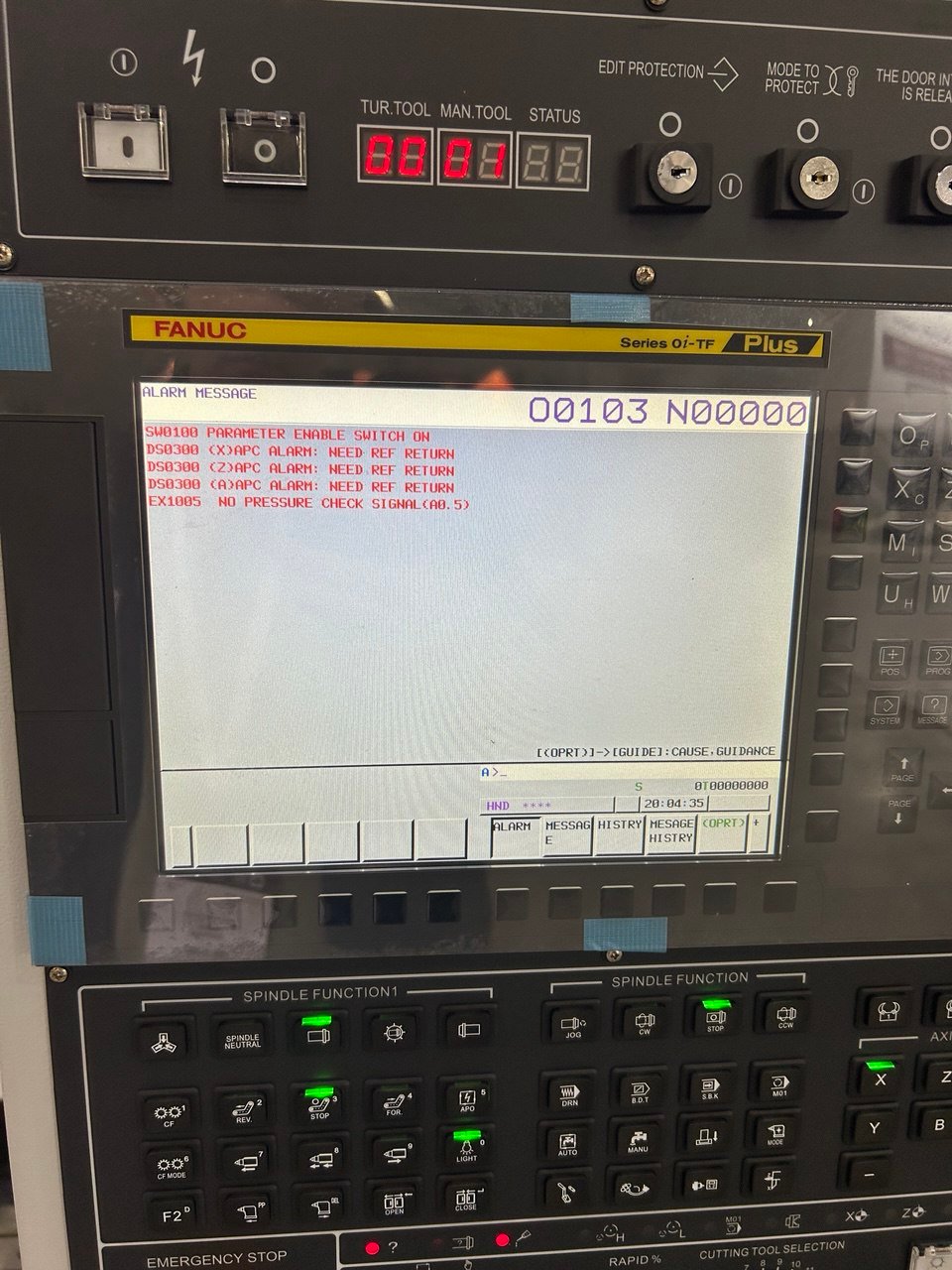
DS0300 / DS0301 — APC Alarm
DS0300 — разряд батареи резервного питания абсолютного энкодера. DS0301 — данные потеряны, требуется переинициализация.
DS0300 при своевременном обслуживании — плановая операция (замена батарей раз в 2–3 года). Игнорирование неизбежно приводит к DS0301 и необходимости заново устанавливать нулевую точку станка — на многоосевом оборудовании это нетривиальная процедура.
Характер: DS0300 — эксплуатационный, самостоятельно. DS0301 — по процедуре из Maintenance Manual, при необходимости с привлечением сервиса.
Группа SR — ошибки коммуникации
SR0001 / SR0002 — Communication Error
Ошибки последовательного интерфейса при передаче программ. Актуальны при использовании RS-232 или DNC. Причина в 90% случаев — несовпадение настроек скорости (baud rate), чётности или стоп-бит между стойкой и внешним устройством.
Характер: параметрический. Аппаратная неисправность канала — редкость.
Сводная таблица: кто занимается устранением
Группа | Код (пример) | Первичный виновник | Кто занимается |
|---|---|---|---|
PS | PS0010 | УП: синтаксис | Технолог |
PS | PS0041 | УП: структура вызовов | Технолог |
PS | PS0070 | УП: параметры цикла | Технолог |
SV | SV0401 | Усилитель, питание | Электронщик |
SV | SV0411/0413 | Механика, параметры | Технолог + механик |
SP | SP0740 | Усилитель, мотор | Электронщик |
OT | OT0500 | Концевик, цепь | Электрик |
OT | OT0501 | Программа, коррекции | Технолог |
DS | DS0300 | Батарея APC | Наладчик |
DS | DS0301 | Батарея → потеря данных | Наладчик + сервис |
OH | OH0701 | Вентиляция, фильтры | Электрик |
SR | SR0001/0002 | Настройки интерфейса | Наладчик |
EX/нестандарт | EXxxxx | Периферия станка | По документации станка |
Алгоритм первичного анализа
Получив аварийное сообщение, последовательно ответить на четыре вопроса:
1. К какой группе относится код? — определяется по буквенному префиксу. Отсюда — какой раздел Alarm Manual смотреть.
2. Это стандартный код Fanuc или PMC-аларм производителя станка? — если код нестандартный или в диапазоне EX — смотреть Electrical Manual станка, мануалы Fanuc здесь бесполезны.
3. Ошибка стабильная или плавающая? — стабильная даёт конкретную причину. Плавающая указывает на тепловой режим, контакты или деградирующий компонент.
4. Что показывает диагностическая страница? — [SYSTEM] → [DGNOS], номера диагностических слов для данного кода приведены в Alarm Manual рядом с описанием аварии. Эти данные существенно сужают зону поиска.
Описанная структура охватывает порядка 80% ситуаций реальной эксплуатации. Остальное — нестандартные конфигурации, редкие аппаратные отказы и специфические опции — зона авторизованного сервиса с доступом к закрытой документации и инструментарию Fanuc SERVO GUIDE.
От редакции: Если вы работаете с Fanuc и сталкивались с ошибками, не описанными здесь, или можете уточнить и дополнить информацию по конкретным кодам — оставляйте комментарии. Практический опыт с конкретных производств ценнее любого мануала. Соберём статистику - можно будет устроить более детальный разбор конкретных ошибок