Всё что описано в данных статьях носит ознакомительный характер. Действуйте на свой страх и риск )
Системы числового программного управления Fanuc серий 0i, 16i, 18i, 21i, 30i/31i/32i занимают значительную долю станочного парка отечественных машиностроительных предприятий. Несмотря на высокую надёжность этих систем, в условиях реального производства операторы и технологи регулярно сталкиваются с аварийными сообщениями, нарушающими цикл обработки. Умение грамотно читать и интерпретировать коды ошибок — базовый навык, без которого сервисное обслуживание превращается в угадывание.
Где смотреть описание ошибки
Первое, что делает большинство операторов при появлении аварийного сообщения — фотографирует экран на телефон и идёт в интернет. Это неправильный подход, потому что интерпретация одного и того же кода может существенно различаться в зависимости от версии ПО, конфигурации системы и дополнительных опций.
Правильный алгоритм следующий:
Документация Fanuc поставляется вместе со станком и включает несколько томов. Для диагностики ошибок необходимы два из них: Alarm and Error Code Manual и Maintenance Manual. Если документация утеряна, актуальные версии доступны на портале Fanuc Europa (fanuc.eu) и Fanuc America (fanucamerica.com) в разделе технической документации — для скачивания необходима регистрация, но она бесплатна.
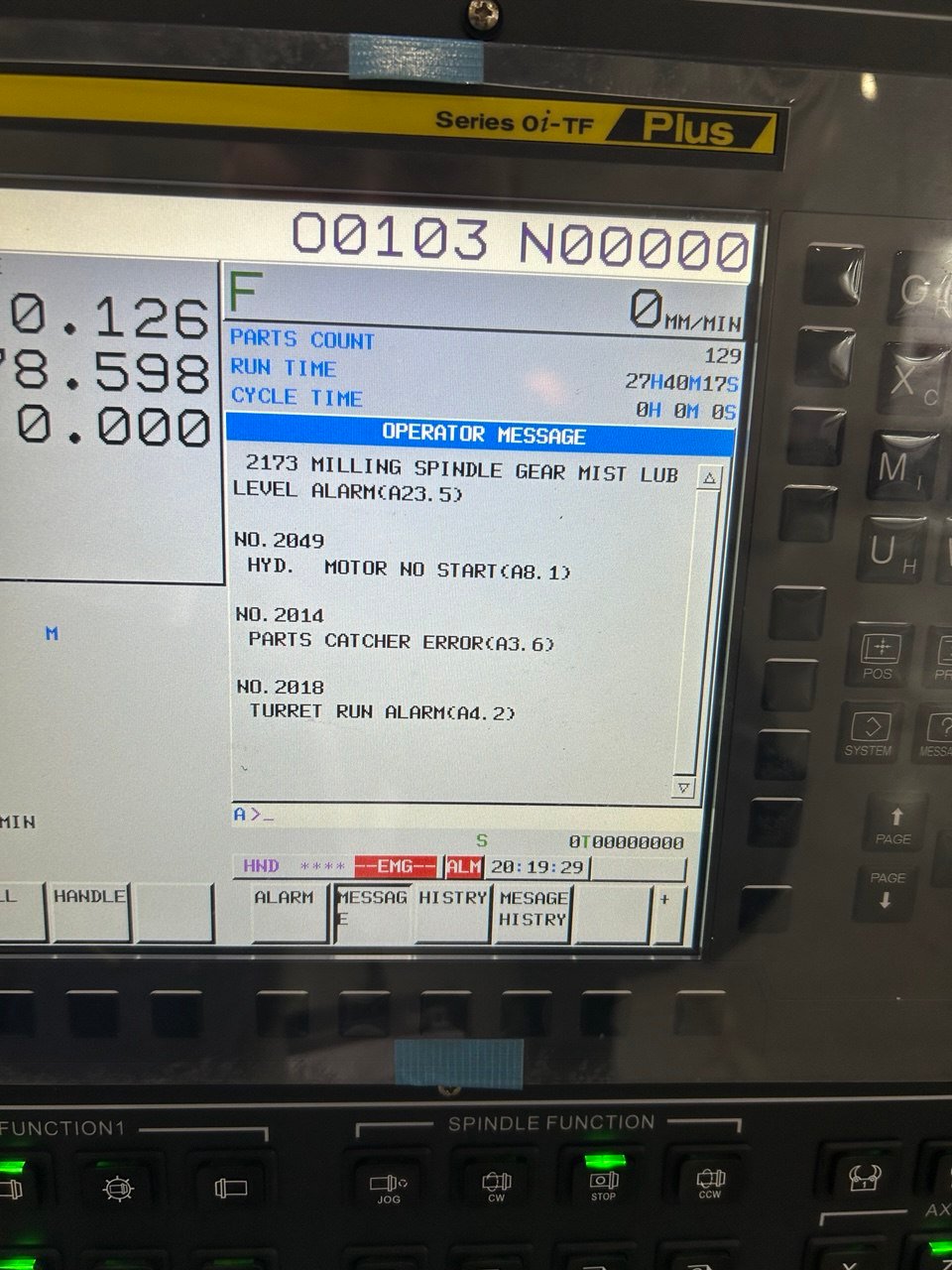
Непосредственно на стойке ЧПУ описание аварии можно вызвать следующим образом: на большинстве серий нажать [MESSAGE] → выбрать вкладку ALARM — здесь отображается активный список с кодами. На серии 30i дополнительно доступна вкладка ALARM HISTORY, где хранятся последние несколько сотен событий с временными метками. Это критически важно при диагностике нестабильных неисправностей, проявляющихся не каждый цикл.
Структура кода аварийного сообщения
Fanuc использует буквенно-числовую классификацию. Перед тем как что-то предпринимать, нужно понять, к какой группе относится сообщение:
PS-ошибки (Program Stop) — ошибки в управляющей программе. Самая безобидная группа. Причина, как правило, в синтаксисе УП, недопустимом значении параметра цикла или выходе за границы рабочей зоны. Устраняются редактированием программы или корректировкой параметров станка.
SV-ошибки (Servo) — ошибки сервосистемы. Одни из наиболее распространённых в эксплуатации. Указывают на проблемы в контуре привода подачи: перегрев, превышение допустимого отклонения позиции, неисправность датчика обратной связи, ошибки коммуникации по FSSB (Fanuc Serial Servo Bus).
SP-ошибки (Spindle) — ошибки шпиндельного привода. Аналогичны SV, но относятся к шпинделю. Требуют проверки усилителя шпинделя, температурного режима, состояния ременной передачи и датчика скорости.
OT-ошибки (Over Travel) — выход за пределы рабочей зоны. Срабатывание аппаратных или программных концевых выключателей.
OH-ошибки (Over Heat) — перегрев. Смотрят температурные датчики в электрошкафу, на серводвигателях и шпинделе.
SB, MC, DS, BG — менее распространённые группы, связанные с безопасностью, обменом данными, DCS-функциями и фоновым редактированием соответственно.
Методика первичного анализа
Опытный технолог или сервисный инженер при получении аварийного сообщения действует по следующей схеме.
Шаг 1. Фиксация состояния
Записать точный код ошибки, ось (если указана), значение в дополнительном поле. Например, сообщение SV0401 само по себе говорит об ошибке синхронизации осей, но без указания оси и значения диагностического слова дальнейший анализ существенно усложняется. На стойке 30i/31i нажать [SYSTEM] → [DGNOS] и посмотреть диагностические номера, соответствующие данному типу аварии — в документации к каждому коду приводится перечень диагностических параметров, которые нужно снять.
Шаг 2. Анализ истории
Если авария повторяется не с первого раза, обязательно смотреть журнал аварий с временны́ми метками. Часто выясняется, что событие коррелирует с определённым временем суток (утренний прогрев, пиковая нагрузка на производстве), конкретным инструментом или операцией в программе.
Шаг 3. Проверка параметров
Ряд аварий является прямым следствием некорректно выставленных параметров станка. Особенно это касается SV-ошибок по превышению допустимого отклонения (SV0411, SV0413). Параметры 1828 (In-position width), 1826 (Error limit at stop) необходимо сопоставить с реальной нагрузкой и состоянием механики. На изношенных направляющих параметры нередко «подгоняют» под ухудшившееся состояние станка — это допустимая временная мера, но не решение проблемы.
Шаг 4. Оценка механической части
Электроника часто «берёт на себя» ответственность за механические проблемы. Сервопривод фиксирует перегрузку, а причина — выработанный подшипник, незатянутая муфта или загрязнённые направляющие. Перед заменой электронных компонентов убедиться в нормальном состоянии механики: проверить ручное перемещение оси при отключённом сервоусилителе, замерить усилие противодействия.
Что можно сделать самостоятельно, не вызывая сервис
Следует чётко разграничивать, что входит в компетенцию оператора и технолога, а что — в зону ответственности сервисного инженера.
Самостоятельно, без риска ухудшить ситуацию, можно:
— сбросить аварию и повторить попытку, зафиксировав, воспроизводится ли она стабильно; — проверить состояние и надёжность подключения кабелей энкодера и силовых цепей (видимые повреждения, ненадёжная фиксация разъёмов); — проверить уровень смазки направляющих и ШВП, при необходимости выполнить смазку согласно регламенту; — убедиться в нормальной работе системы охлаждения электрошкафа — фильтры воздухозаборников при регулярной эксплуатации забиваются за 2–3 месяца; — при OT-ошибке проверить, не перекрыта ли физически аппаратным упором рабочая зона, выполнить ручной отвод оси от концевика; — при PS-ошибках проанализировать управляющую программу на предмет недопустимых команд или выхода инструмента за установленные ограничения.
Не следует самостоятельно: изменять параметры станка без понимания их назначения и документирования исходных значений; вскрывать сервоусилители и шпиндельные усилители; выполнять принудительный сброс ошибок серии OVC (Over Current) без устранения их причины — это прямой путь к выходу усилителя из строя.
Специфика работы с документацией
Один нюанс, который регулярно создаёт путаницу: Fanuc выпускает отдельные версии документации для разных серий, а внутри серии — для разных конфигураций (например, с функцией безопасности DCS или без неё). Использование документации от серии 0i-C при диагностике стойки 0i-F может привести к неверным выводам, так как коды частично переработаны. Перед работой с документацией следует уточнить точную серию и версию ПО системы — это отображается в меню [SYSTEM] → [SYSTEM] (вкладка с версией CNC).
Для серий 16i/18i/21i дополнительно существует документ Parameter Manual (B-65270EN и аналоги), без которого анализ параметрических ошибок существенно затруднён.
Заключение
Диагностика ошибок Fanuc — это не угадывание по форумам и не бездумная замена плат «методом исключения». Это последовательная инженерная работа с документацией, диагностическими данными системы и оценкой состояния механики. Большинство аварий имеют достаточно очевидную причину, если подходить к анализу системно. Сервисный вызов нередко заканчивается тем, что инженер за первые десять минут делает именно то, что описано выше — и находит причину там, куда оператор даже не смотрел.