Дисклеймер. Материал носит ознакомительный характер и рассчитан на специалистов, имеющих допуск к работе с оборудованием с ЧПУ. Любые действия в PMC — просмотр сигналов, а тем более изменение лестничной программы — выполняются осознанно и на ответственность специалиста. Изменение лестничной программы без резервной копии и понимания логики может привести к неработоспособности станка. Дополнения, уточнения, случаи из практики — пишите в комментариях.
Большинство аварий, из-за которых оператор жмёт кнопку вызова мастера, не связаны с самой системой Fanuc. Станок не зажал деталь, не открылась дверца, не сработало реле смазки, не пришёл сигнал от гидростанции — и всё, цикл остановлен, на экране горит аварийное сообщение. Виновата не электроника ЧПУ, не программа обработки, а периферия станка и логика, которая ею управляет. Эта логика живёт в PMC — и именно туда нужно смотреть в первую очередь, когда стандартные коды ошибок Fanuc ничего не объясняют.
Что такое PMC и зачем он нужен
Простыми словами
Представьте, что система Fanuc — это мозг станка, который умеет считать координаты, управлять сервоприводами и выполнять управляющую программу. Но кроме этого у станка есть десятки «органов»: патрон, который должен зажать деталь, дверца ограждения, которую нельзя открывать во время обработки, насос СОЖ, который надо включить при резании, датчик давления масла, датчик уровня смазки, пневмоцилиндры смены инструмента. Всем этим нужно как-то управлять — включать, выключать, проверять условия, блокировать опасные действия.
Именно для этого в систему Fanuc встроен PMC — Programmable Machine Controller, то есть программируемый контроллер станка. По сути это встроенный ПЛК (программируемый логический контроллер), работающий внутри стойки ЧПУ параллельно с основной системой управления.
PMC непрерывно, несколько раз в секунду, «опрашивает» все входные сигналы станка (датчики, конечные выключатели, кнопки на пульте оператора) и в соответствии с заложенной логикой управляет выходными сигналами (реле, электроклапаны, сигнальные лампы). Эта логика записана в лестничную программу (ladder program, или ladder diagram) — специальный язык программирования ПЛК, визуально напоминающий электрическую схему с контактами и катушками.
Чем PMC отличается от CNC
Это разграничение важно понять сразу, потому что от него зависит, в каком документе искать описание ошибки.
CNC (числовое управление) — отвечает за интерполяцию, управление приводами, выполнение G-кодов. Его ошибки стандартизированы Fanuc и описаны в Alarm and Error Code Manual: PS, SV, SP, OT и другие группы.
PMC — отвечает за логику станка. Его аварийные сообщения задаёт производитель станка самостоятельно: какие сигналы контролировать, при каком условии выдавать аларм и какой текст показывать оператору — всё это прошито в лестничной программе конкретного станка. Fanuc здесь только предоставляет инструмент, содержание — на совести изготовителя оборудования.
Именно поэтому сообщения типа «HYDRAULIC PRESSURE LOW», «DOOR OPEN», «LUBRICATION FAULT» не найти в мануалах Fanuc — их нет там по определению. Искать нужно в документации на станок, а при её отсутствии — разбираться самостоятельно через диагностику PMC.
Как устроена лестничная программа: минимум теории
Пугаться лестничной программы не нужно. Если вы читали электрические схемы с реле — принцип тот же, только реализован программно.
Основные элементы:
Нормально открытый контакт — пропускает «ток» (логическую единицу), когда соответствующий сигнал активен (равен 1).
Нормально закрытый контакт — пропускает «ток», когда сигнал неактивен (равен 0). То есть работает «наоборот» — разрывается при активации сигнала.
Катушка — выход, который устанавливается в 1, когда через цепочку контактов в данной «ступени» прошёл «ток».
Таймер и счётчик — стандартные элементы для временны́х задержек и подсчёта событий.
Каждый сигнал в PMC имеет адрес. Адреса организованы по группам:
Группа | Обозначение | Направление | Описание |
|---|---|---|---|
X | X0.0–Xn.7 | Вход в PMC | Сигналы от станка в PMC (датчики, кнопки) |
Y | Y0.0–Yn.7 | Выход из PMC | Сигналы из PMC на станок (реле, клапаны) |
F | F0.0–Fn.7 | Из CNC в PMC | Сигналы от системы ЧПУ в PMC |
G | G0.0–Gn.7 | Из PMC в CNC | Сигналы от PMC в систему ЧПУ |
R | R0.0–Rn.7 | Внутренние | Внутренние реле PMC (промежуточные сигналы) |
T | T0–Tn | Внутренние | Таймеры |
C | C0–Cn | Внутренние | Счётчики |
Адрес записывается в формате буква + байт.бит, например X4.3 — восьмой группа входных сигналов, четвёртый бит. Каждый байт содержит 8 бит (0–7), то есть 8 отдельных сигналов.
Навигация по PMC на стойке: где что находится
Всё, что нужно для первичной диагностики, доступно прямо со стойки без дополнительного программного обеспечения. Меню PMC вызывается с главного экрана: кнопка [SYSTEM] → программная клавиша [PMC].
Вкладка PMCDGN (диагностика) — главный инструмент
Это монитор состояния всех сигналов в реальном времени. Здесь видно, какие X, Y, F, G, R-адреса сейчас активны.
Переход: [PMC] → [PMCDGN] → выбрать группу сигналов → ввести адрес.
Экран показывает байт: восемь бит в ряд, активные биты отображаются как «1» (на некоторых версиях подсвечиваются). Навигация по адресам — стрелками или прямым вводом адреса.
Вкладка ALARM — аварийные сообщения PMC
Здесь отображаются текущие PMC-аварии с текстом сообщения и номером. Часто именно отсюда приходят загадочные сообщения, которых нет в Alarm Manual Fanuc.
Переход: [PMC] → [PMCPRM] → [ALARM] (на разных сериях путь может незначительно отличаться; на 0i-F: [PMC] → [ALARM])
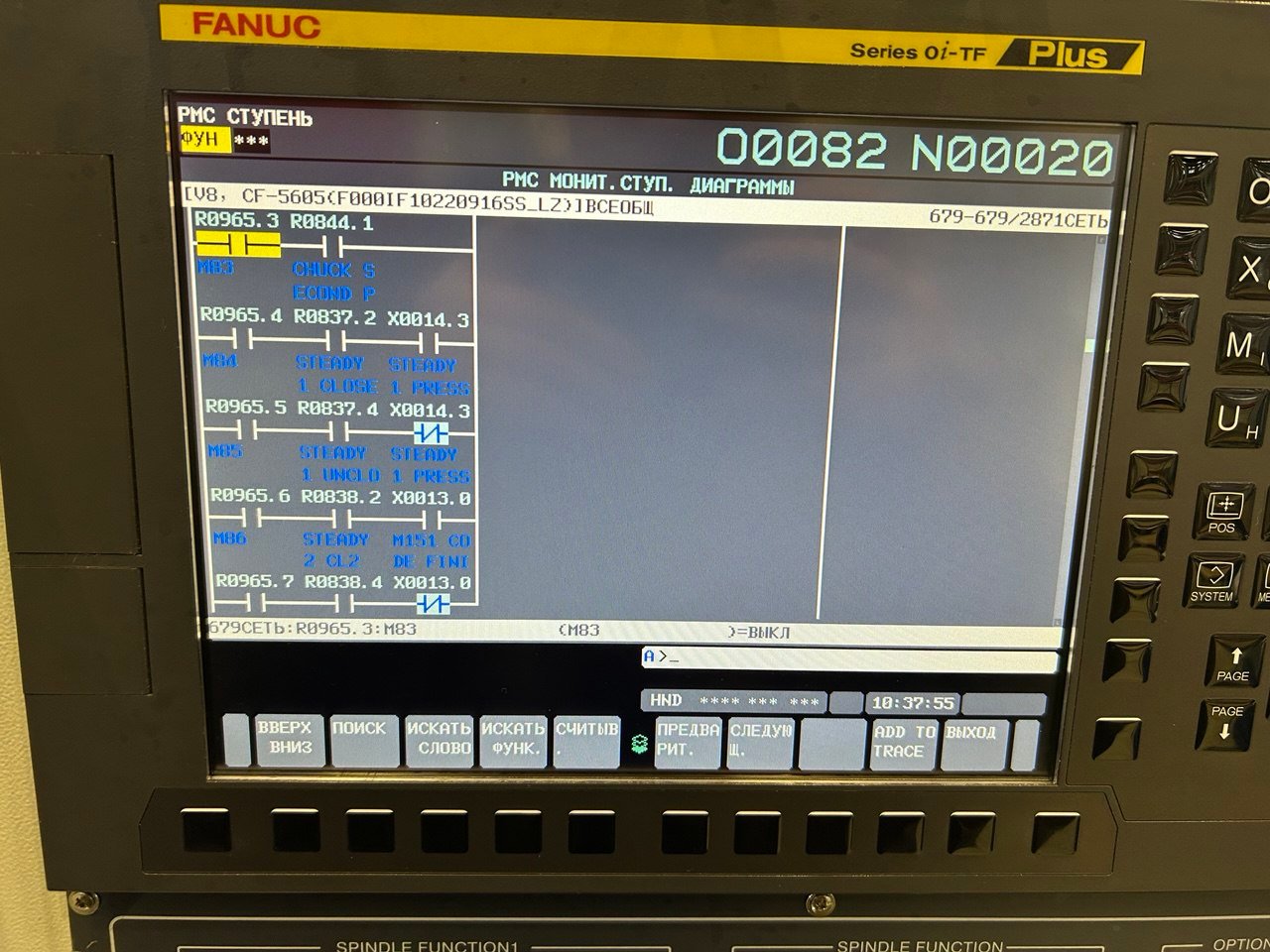
Вкладка LADDER — просмотр лестничной программы
Позволяет просматривать саму лестничную программу прямо на стойке. Редактирование — только при наличии соответствующих прав доступа и крайне не рекомендуется без резервной копии. Но просмотр — абсолютно безопасен и очень информативен.
Переход: [PMC] → [PMCLAD] (или [LADDER] в зависимости от версии).
Для поиска конкретного сигнала — функция W-SRCH (word search): ввести адрес сигнала, который хотим найти, и PMC покажет все ступени лестничной программы, где этот адрес используется.
Методика диагностики: пошагово от аварии до причины
Шаг 1. Прочитать аварийное сообщение
Допустим, на экране горит: «LUBRICATION ERROR» или «EX1050 HYDRAULIC ALARM». Это PMC-аларм. Текст задал производитель станка. Фиксируем точный текст и номер.
Шаг 2. Найти аларм в документации станка
Если есть электрическая документация от производителя — искать там. Обычно прилагается перечень PMC-аларм с кратким описанием причины и указанием сигнала, который этот аларм генерирует. Это идеальная ситуация.
Если документации нет — переходим к шагу 3.
Шаг 3. Найти аларм в лестничной программе
Заходим в [PMCLAD], вызываем поиск W-SRCH, ищем текстовую строку аларма или его номер. PMC покажет ступень лестничной программы, в которой этот аларм формируется. В этой ступени будет видно, какие сигналы (контакты) должны сложиться, чтобы аларм сработал.
Например, находим ступень, в которой аларм «LUBRICATION ERROR» активируется при условии: X12.3 = 0 (нет сигнала от датчика давления смазки) И R45.2 = 1 (система запущена, смазка должна работать). Теперь мы знаем конкретный сигнал — X12.3.
Шаг 4. Проверить состояние сигнала в PMCDGN
Заходим в [PMCDGN], вводим адрес X12.3. Смотрим на текущее состояние:
— Бит = 0, и так должно быть по логике (датчик давления не выдаёт сигнал) — проблема реальная: либо давления действительно нет, либо датчик или цепь неисправны. — Бит = 1, но аларм всё равно горит — проблема не в этом сигнале, либо аларм залипший, либо логика сложнее.
Шаг 5. Проверить физику
Когда мы знаем адрес сигнала — знаем, что искать на объекте. X12.3 — конкретный входной сигнал PMC. По электрической документации (если есть) он соответствует конкретному клеммному блоку и проводу. Если схемы нет — можно найти физическое подключение через клеммник ввода-вывода стойки: модули I/O имеют маркировку входов, соответствующую адресам X.
Дальше — стандартная электрическая диагностика: прозвонка, проверка напряжения на клемме, проверка самого датчика или выключателя.
Находить зависший сигнал: типичная ситуация
Одна из самых частых и неприятных ситуаций: станок не выходит из аварии, хотя видимой причины нет. Оператор устранил неисправность (например, подал давление в гидросистему), сбросил аварию — а станок всё равно не запускается.
Причина чаще всего в одном из двух:
Первое — сигнал физически не пришёл. Давление подали, но датчик не сработал: засорён, разрегулирован, залип контакт концевого выключателя. Проверяется в PMCDGN — смотрим, поменял ли сигнал состояние после устранения неисправности.
Второе — зависший внутренний флаг. В лестничной программе некоторые состояния фиксируются в R-регистрах (внутренних реле) с самоудержанием. То есть авария однажды произошла, флаг в R-регистре установился в 1 и держится там до явного сброса — например, до нажатия кнопки RESET при определённых условиях. Если условия сброса не выполнены (не прошёл контроль другого датчика), флаг не сбросится.
В этом случае алгоритм такой:
В PMCDGN найти R-регистр, который удерживает аварийное состояние (смотрим в ступени лестничной программы, что удерживает катушку аларма).
Проверить, какое условие должно сбросить этот регистр.
Выяснить, выполнено ли это условие — то есть найти сигнал, который должен был прийти, но не пришёл.
Диагностика без схем: метод «прощупывания»
Ситуация, знакомая большинству технологов на отечественных заводах: документация на станок частично или полностью утеряна. Есть станок, есть авария, есть PMC — и больше ничего. Работать всё равно можно.
Метод 1: Поиск по тексту аларма в лестнице. Описан выше. Находим ступень, читаем условия, выписываем адреса сигналов.
Метод 2: Наблюдение за динамикой сигналов. Заходим в PMCDGN на группу X (входные сигналы) и последовательно смотрим все адреса, начиная с X0, X1 и так далее. Выполняем действия на станке (нажимаем кнопки на пульте, открываем-закрываем дверцу, вручную перемещаем ось в режиме JOG) и наблюдаем, какие биты меняют состояние. Таким образом, даже без схемы, можно методично установить соответствие между физическими элементами станка и адресами PMC.
Это небыстрая работа, но она полностью выполнима. За один-два часа вдумчивого наблюдения составляется рабочая таблица соответствия «физический элемент — адрес PMC» для той части периферии, которая актуальна для конкретной неисправности.
Метод 3: Анализ Y-выходов. Если нужно понять, что именно управляет конкретным исполнительным устройством (клапаном, реле), — смотреть группу Y. В PMCDGN наблюдаем Y-адреса во время цикла станка. Тот бит, который меняется синхронно с включением нужного устройства — и есть его управляющий выход.
Наиболее частые PMC-ситуации и их решение
Станок не запускает цикл, аларма нет, просто не реагирует на CYCLE START
Сигнал старта цикла — G7.2 (на большинстве серий). В PMCDGN проверить, приходит ли этот сигнал при нажатии кнопки. Если G7.2 = 0 — PMC блокирует старт по какому-то условию. Искать в лестничной программе, что блокирует G7.2: это может быть не закрытая дверца, не выбранный режим, не завершённая смена инструмента.
Смена инструмента зависла в промежуточном положении
Типичная ситуация: магазин инструмента остановился на полпути, ошибка по таймеру. Причина — один из датчиков положения магазина не выдал сигнал подтверждения. В PMCDGN найти X-сигналы, соответствующие датчикам магазина (методом наблюдения или по документации), проверить их состояние. Часто причина — загрязнённый или сдвинувшийся индуктивный датчик.
Аварийное сообщение «DOOR OPEN» при закрытой дверце
Концевой выключатель дверцы не даёт сигнала. Найти его X-адрес (поиском в лестнице или наблюдением), проверить состояние в PMCDGN. Если бит не меняется при физическом закрытии дверцы — неисправен выключатель или его цепь. Временная мера для продолжения работы (только при понимании последствий и после оценки безопасности): в некоторых случаях возможно принудительное форсирование сигнала через технологическое меню PMC — но это уже зона ответственности и квалификации, не общая рекомендация.
Периодически пропадает сигнал датчика, авария нестабильная
Классика плохого контакта. В PMCDGN завести наблюдение за нужным X-адресом и оставить станок работать. Нестабильный бит, «мигающий» без видимых причин — плохой контакт в разъёме или повреждение кабеля. Особое внимание — кабелям, проложенным через подвижные части (кабель-каналы, энергоцепи).
FANUC LADDER-III: работа с PMC на PC
Для более глубокой работы с лестничной программой — просмотра, редактирования, загрузки резервной копии — используется программный пакет FANUC LADDER-III (или его более новая версия FANUC PMC Programming Tool). Работает под Windows, подключается к стойке по Ethernet аналогично SERVO GUIDE.
Возможности, недоступные со стойки:
— полноценный просмотр лестничной программы с комментариями (если производитель их добавил); — поиск по тексту комментария, а не только по адресу; — сохранение резервной копии PMC-программы на PC — это нужно делать при любой возможности, пока станок работает; — сравнение двух версий программы (например, текущей и резервной).
Резервная копия PMC-программы — критически важный документ. Если стойка выходит из строя и данные теряются, восстановление логики работы станка без резервной копии превращается в многомесячный проект с привлечением производителя. На практике резервная копия есть у единиц — и это системная проблема отечественных предприятий.
Сводка: что смотреть и где
Задача | Инструмент | Путь на стойке |
|---|---|---|
Посмотреть текущие PMC-аварии | PMCDGN → ALARM | [PMC] → [ALARM] |
Проверить состояние сигнала | PMCDGN | [PMC] → [PMCDGN] |
Найти сигнал в лестничной программе | PMCLAD → W-SRCH | [PMC] → [PMCLAD] |
Посмотреть таймеры и счётчики | PMCDGN → T/C | [PMC] → [PMCDGN] → T или C |
Полный просмотр лестницы на PC | FANUC LADDER-III | Подключение по Ethernet |
Резервная копия PMC | FANUC LADDER-III | Экспорт в файл .LAD / .PMC |
Чего не делать
Пока не разобрались в логике программы — не изменять ничего в лестнице. PMC управляет в том числе функциями безопасности: блокировками при открытой дверце, контролем зажима детали, ограничениями хода. Некорректное изменение может обойти защиту, о которой вы не подозревали, с предсказуемыми последствиями.
Не форсировать выходные Y-сигналы в обход лестничной программы без понимания механической ситуации: принудительно включить пневмоклапан, когда в системе нет давления или механика не в исходном положении — прямой путь к повреждению.
Не работать с PMC под давлением срочности. Это та область, где спешка дороже обходится, чем потраченное время на методичный анализ.
PMC-диагностика — навык, который приходит с практикой. Первые разы это долго и непривычно, но уже через несколько самостоятельно разобранных ситуаций начинает складываться понимание логики конкретного станка. А понимание логики — это ремонт за час вместо ремонта за неделю в ожидании сервиса.
От редакции: PMC-диагностика — одна из тех тем, где практический опыт с конкретных производств ценнее любой теории. Если вы разбирали нестандартные ситуации, находили ошибки в лестничных программах или восстанавливали станки без документации — делитесь в комментариях. Это помогает всем, кто столкнётся с похожей задачей.