Циклы обработки Fanuc: полный справочник для токарных, фрезерных и шлифовальных станков
Дисклеймер. Материал носит справочный характер и рассчитан на специалистов, работающих с системами ЧПУ Fanuc. Описания циклов приведены для наиболее распространённых серий (0i, 30i/31i/32i). Конкретные возможности и синтаксис могут различаться в зависимости от версии ПО, установленных опций и настроек параметров станка. Всегда сверяйтесь с документацией конкретной стойки. Дополнения, уточнения по специфике отдельных серий — приветствуются в комментариях.
Постоянные циклы обработки — один из основных инструментов повышения производительности программирования на станках с ЧПУ Fanuc. Вместо того чтобы вручную прописывать десятки кадров для типовой операции (черновая проточка, сверление отверстия, фрезерование кармана), программист вызывает один G-код с набором параметров — и система сама генерирует траекторию. Эффективность очевидна, но только при условии, что вы понимаете, какие параметры на что влияют и как система интерпретирует вводимые значения.
Этот материал — обзорный справочник по основным циклам Fanuc для токарной, фрезерной и шлифовальной обработки. Детальный разбор наиболее используемых циклов с практическими примерами выйдет в отдельных статьях.
Токарные циклы обработки
Токарные циклы Fanuc делятся на несколько групп по функциональному назначению:
Циклы чернового точения — G71, G72, G73
Циклы чистового точения — G70
Циклы нарезания резьбы — G76, G92
Циклы сверления и расточки — G74, G75
Составные циклы — G90, G92, G94
Группа черновых циклов точения
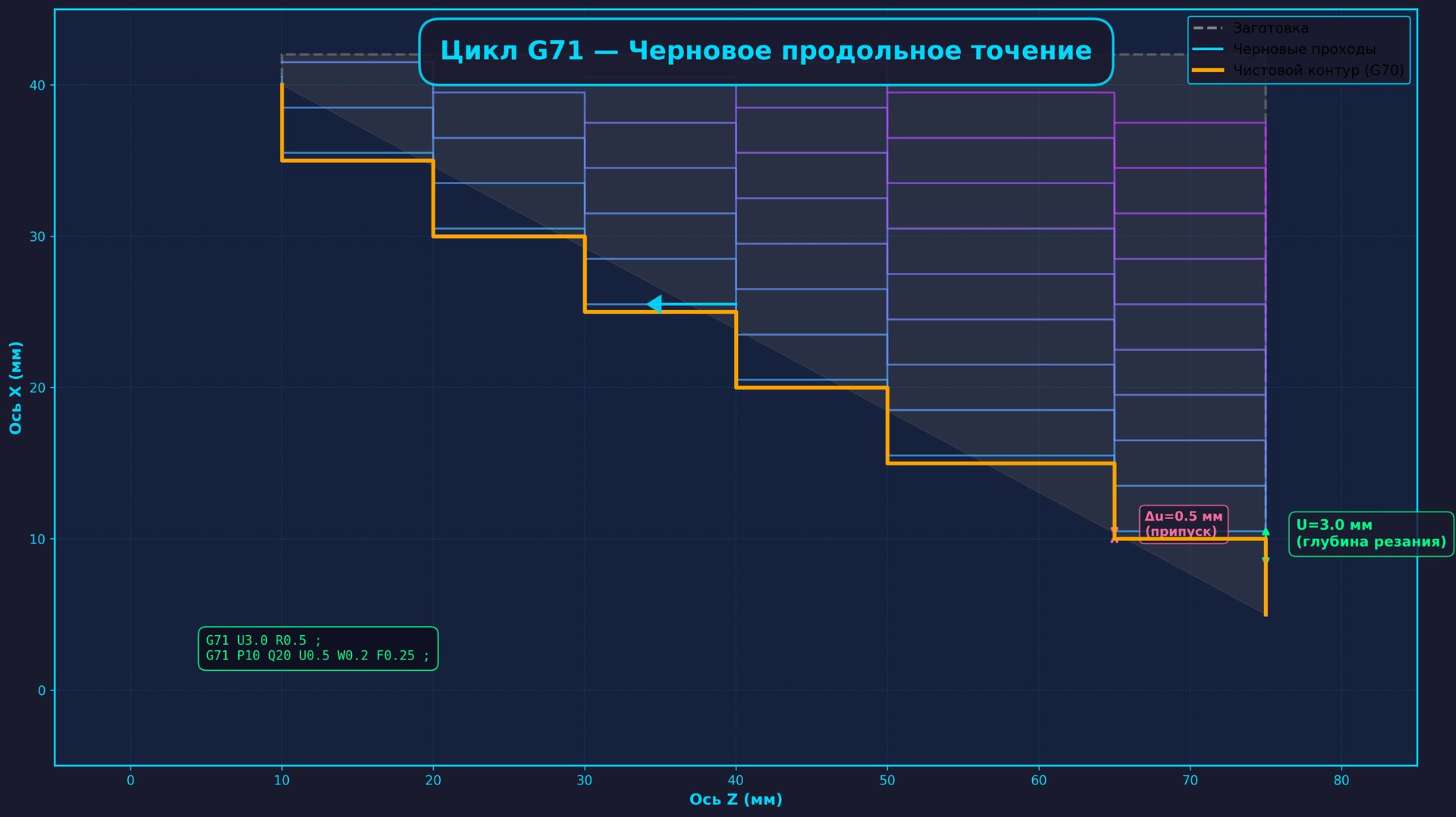
G71 — Черновое точение по продольной оси (Longitudinal Turning Cycle)
Наиболее используемый цикл на токарных станках. Автоматически выполняет черновое точение с заданной глубиной резания, оставляя припуск на чистовую обработку.
Важная особенность: G71 имеет два типа синтаксиса — Type A и Type B. Выбор зависит от параметра 5142#4 (G71S).
Параметр 5142#4 | Тип цикла | Особенность |
|---|---|---|
0 | Type A | Традиционный синтаксис Fanuc |
1 | Type B | Упрощённый синтаксис (один кадр) |
Синтаксис Type A (двухкадровый):
G71 U(Δd) R(e) ;
G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t) ;
N(ns) ... [профиль чистовой обработки] ... N(nf) ;
Синтаксис Type B (однокадровый):
G71 P(Δd) Q(Δd_min) U(Δu) W(Δw) R(e) F(f) S(s) T(t) ;
N(ns) ... [профиль чистовой обработки] ... N(nf) ;
Параметры цикла:
Параметр | Обозначение | Описание | Единицы измерения |
|---|---|---|---|
U(Δd) / P(Δd) | Глубина резания | Снимаемая величина за проход по оси X (радиусное или диаметральное значение в зависимости от параметра 1006#3) | мм / дюймы |
R(e) | Отвод | Величина отвода инструмента после каждого прохода | мм |
P(ns) | Начало профиля | Номер кадра начала чистового контура | — |
Q(nf) | Конец профиля | Номер кадра окончания чистового контура | — |
U(Δu) | Припуск по X | Припуск на чистовую обработку по оси X | мм |
W(Δw) | Припуск по Z | Припуск на чистовую обработку по оси Z | мм |
F | Подача | Рабочая подача при черновой обработке | мм/об или мм/мин |
S | Скорость | Частота вращения шпинделя | об/мин |
T | Инструмент | Номер инструмента для черновой обработки | — |
Влияющие параметры станка:
Параметр | Назначение |
|---|---|
5142#4 | Выбор Type A/B |
1006#3 | Диаметральное (=1) или радиусное (=0) программирование по X |
5101 | Минимальная величина резания (если больше заданной — проход пропускается) |
5114 | Алгоритм обработки угловых участков |
Пример Type A:
G50 X200 Z300 ; (установка нулевой точки)
G00 X80 Z3 T0101 M03 S1200 ;
G71 U2.0 R1.0 ; (глубина 2 мм, отвод 1 мм)
G71 P10 Q20 U0.5 W0.2 F0.25 ; (припуск X=0.5, Z=0.2)
N10 G00 X30 ;
G01 Z-20 F0.15 ;
X50 Z-40 ;
Z-60 ;
X70 ;
N20 G01 Z-80 ;
G70 P10 Q20 ; (чистовая обработка того же профиля)
Пример Type B:
G50 X200 Z300 ;
G00 X80 Z3 T0101 M03 S1200 ;
G71 P2.0 Q0.5 U0.5 W0.2 R1.0 F0.25 ;
N10 G00 X30 ;
G01 Z-20 F0.15 ;
X50 Z-40 ;
Z-60 ;
X70 ;
N20 G01 Z-80 ;
G70 P10 Q20 ;
G72 — Черновое точение по торцу (Facing Cycle)
Аналогичен G71, но обработка ведётся в направлении оси X (торцевание). Снятие припуска идёт проходами вдоль оси Z.
Синтаксис Type A:
G72 W(Δd) R(e) ;
G72 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t) ;
Параметры: аналогичны G71, но W(Δd) — глубина резания по оси Z.
Пример:
G00 X80 Z3 T0101 M03 S1000 ;
G72 W1.5 R0.5 ; (глубина по Z — 1.5 мм)
G72 P100 Q200 U0.3 W0.1 F0.2 ;
N100 G00 Z-10 ;
G01 X60 ;
Z-30 ;
X40 Z-40 ;
X30 ;
N200 Z-60 ;
G73 — Цикл контурного точения с постоянным шагом (Pattern Repeating Cycle)
Используется для обработки поковок и отливок с переменным припуском. Проходы повторяют форму чистового профиля, последовательно приближаясь к нему. В отличие от G71/G72, глубина резания — это не величина снимаемого слоя, а величина отступа от профиля.
Синтаксис:
G73 U(Δi) W(Δk) R(d) ;
G73 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t) ;
Параметры:
Параметр | Описание |
|---|---|
U(Δi) | Отступ от профиля по оси X (расстояние между проходами) |
W(Δk) | Отступ от профиля по оси Z |
R(d) | Количество проходов (число разбиений) |
U(Δu), W(Δw) | Припуски на чистовую |
Пример:
G00 X100 Z5 T0101 M03 S800 ;
G73 U6.0 W3.0 R5 ; (5 проходов с отступами 6 и 3 мм)
G73 P300 Q400 U0.5 W0.2 F0.3 ;
N300 G00 X40 ;
G01 Z-30 ;
X60 Z-50 ;
N400 Z-70 ;
Цикл чистовой обработки
G70 — Чистовая обработка (Finishing Cycle)
Выполняет чистовой проход по профилю, который был использован в предшествующем черновом цикле (G71, G72, G73). Профиль задаётся теми же номерами кадров.
Синтаксис:
G70 P(ns) Q(nf) ;
Параметры:
Параметр | Описание |
|---|---|
P(ns) | Номер кадра начала профиля |
Q(nf) | Номер кадра окончания профиля |
Значения F, S, T берутся из кадров профиля или из кадра вызова G70 (зависит от параметра 5102).
Пример: см. примеры G71/G72 выше.
Циклы нарезания резьбы
G76 — Многопроходное нарезание резьбы (Multiple Thread Cutting Cycle)
Основной цикл для нарезки резьбы на токарных станках. Автоматически рассчитывает глубину каждого прохода.
Синтаксис (двухкадровый):
G76 P(m)(r)(a) Q(Δd_min) R(d) ;
G76 X(x) Z(z) R(i) P(k) Q(Δd) F(f) ;
Параметры первого кадра:
Параметр | Описание | Разрядность |
|---|---|---|
P | Составной параметр: m — количество чистовых проходов (01–99), r — величина схода резьбы (00–99, в единицах 0.1 шага), a — угол инструмента (80, 60, 55, 30, 29, 00°) | 6 цифр: mmrraa |
Q(Δd_min) | Минимальная глубина резания | мкм или 0.0001" |
R(d) | Величина схода резьбы (иногда используется вместо r в P) | мм |
Параметры второго кадра:
Параметр | Описание |
|---|---|
X(x) | Конечная координата X (диаметр резьбы) |
Z(z) | Конечная координата Z |
R(i) | Разность радиусов начала и конца (для конической резьбы, 0 для цилиндрической) |
P(k) | Высота резьбы (в радиусном значении) |
Q(Δd) | Глубина первого прохода |
F(f) | Шаг резьбы |
Пример (метрическая резьба M20×1.5):
G00 X22 Z5 T0303 M03 S600 ;
G76 P010060 Q50 R0.05 ; (1 чистовой, сход 6×0.1×шаг, угол 60°)
G76 X18.38 Z-30 P0.81 Q0.3 F1.5 ; (высота резьбы ≈0.81 мм)
G00 X100 Z100 ;
M30 ;
G92 — Простое нарезание резьбы (Single Thread Cutting)
Однопроходное нарезание резьбы. Программист сам контролирует глубину каждого прохода.
Синтаксис:
G92 X(x) Z(z) R(i) F(f) ;
Используется в цикле с уменьшением диаметра X от прохода к проходу.
Пример:
G00 X20.5 Z5 T0303 M03 S600 ;
G92 X19.8 Z-30 F1.5 ; (первый проход)
X19.3 ; (второй проход)
X18.9 ;
X18.6 ;
X18.38 ; (окончательный)
G00 X100 Z100 ;
Циклы сверления и расточки
G74 — Цикл торцевого сверления с прерыванием стружки (Peck Drilling on Face)
Сверление в торец с периодическим выводом сверла для удаления стружки.
Синтаксис:
G74 R(e) ;
G74 X(x) Z(z) P(Δi) Q(Δk) R(Δd) F(f) ;
Параметры:
Параметр | Описание |
|---|---|
R(e) | Величина отвода при выходе из отверстия |
X(x) | Координата дна отверстия по X |
Z(z) | Начальная координата по Z (торец детали) |
P(Δi) | Величина одного шага врезания по X |
Q(Δk) | Шаг смещения при каждом врезании (для конического отверстия) |
R(Δd) | Величина отвода на каждом шаге |
F | Подача |
G75 — Цикл продольной расточки канавок (Grooving Cycle)
Прорезание канавок вдоль оси Z.
Синтаксис:
G75 R(e) ;
G75 X(x) Z(z) P(Δi) Q(Δk) R(Δd) F(f) ;
Аналогичен G74, но обработка ведётся по оси Z.
Составные циклы
G90 — Цикл продольного точения (Straight Turning Cycle)
Простой цикл для точения прямых участков и конусов за один проход.
Синтаксис:
G90 X(x) Z(z) R(r) F(f) ;
Параметр | Описание |
|---|---|
X(x) | Конечная координата X |
Z(z) | Конечная координата Z |
R(r) | Конусность (разность радиусов между началом и концом) |
G94 — Цикл торцевого точения (Facing Cycle)
Простой цикл для торцевания.
Синтаксис:
G94 X(x) Z(z) R(r) F(f) ;
Аналогичен G90, но движение преимущественно по оси X.
Фрезерные циклы обработки
Фрезерные циклы Fanuc делятся на:
Постоянные циклы сверления — G73, G74, G76, G80–G89
Карманные циклы — G12/G13 (фрезерование по кругу), опциональные циклы G150–G159 (зависит от модели)
Циклы высокоскоростной обработки — требуют опции High-Speed Machining
Постоянные циклы сверления
Все циклы сверления работают по единому принципу: задаётся плоскость обработки (G17/G18/G19), позиционируется инструмент в точку, вызывается цикл — инструмент выполняет операцию по оси Z. Отмена цикла — G80.
Общие параметры для всех циклов сверления:
Параметр | Описание |
|---|---|
R | Плоскость врезания (координата Z начала цикла) |
Z | Глубина отверстия (конечная координата Z) |
Q | Глубина врезания за один шаг (для циклов с прерыванием) |
P | Выдержка на дне (в миллисекундах или оборотах шпинделя) |
F | Подача |
G81 — Простое сверление (Drilling Cycle)
Сверление без выдержки и без прерывания стружки.
Синтаксис:
G81 X_ Y_ Z_ R_ F_ ;
Пример (сверление отверстий в четырёх точках):
G90 G54 G00 X0 Y0 Z100 ;
M03 S1500 ;
G81 X10 Y10 Z-20 R2 F100 ; (первое отверстие)
X40 Y10 ; (второе)
X40 Y40 ; (третье)
X10 Y40 ; (четвёртое)
G80 ; (отмена цикла)
G00 Z100 ;
M05 ;
G82 — Сверление с выдержкой (Spot Drilling / Counterboring)
Аналогичен G81, но с выдержкой на дне отверстия (для зенкования, обработки торца).
Синтаксис:
G82 X_ Y_ Z_ R_ P_ F_ ;
Параметр P — выдержка в миллисекундах.
Пример:
G82 X20 Y20 Z-5 R2 P500 F80 ; (выдержка 0.5 сек)
G83 — Глубокое сверление с прерыванием стружки (Peck Drilling)
Сверление с периодическим выводом инструмента для удаления стружки. Необходимо при глубоких отверстиях (L/D > 3).
Синтаксис:
G83 X_ Y_ Z_ R_ Q_ F_ ;
Параметр Q — величина врезания за один шаг (в единицах радиуса или диаметра в зависимости от параметра).
Пример (сверление на глубину 50 мм с шагом 5 мм):
G83 X30 Y30 Z-50 R2 Q5000 F120 ; (Q в мкм, = 5 мм)
Влияющие параметры:
Параметр | Назначение |
|---|---|
5101 | Величина отвода после каждого шага (по умолчанию 1 мм) |
5102 | Режим возврата: полный вывод или частичный отвод |
G73 — Высокоскоростное сверление с прерыванием (High-Speed Peck Drilling)
Аналогичен G83, но инструмент не выходит полностью из отверстия на каждом шаге — делает лишь короткий отвод для ломания стружки.
Синтаксис:
G73 X_ Y_ Z_ R_ Q_ F_ ;
Используется для материалов с короткой стружкой.
G84 — Нарезание резьбы метчиком (Tapping Cycle)
Синхронное нарезание резьбы с автоматическим реверсом шпинделя.
Синтаксис:
G84 X_ Y_ Z_ R_ P_ F_ ;
F — подача, равная шагу резьбы × частота вращения шпинделя. Например, для M8×1.25 при S500: F = 1.25 × 500 = 625 мм/мин.
Пример:
M29 S500 ; (режим жёсткого нарезания резьбы)
G84 X15 Y15 Z-25 R2 F625 ; (резьба M8×1.25)
G80 ;
Важно: для жёсткого нарезания резьбы (rigid tapping) необходима команда M29 перед циклом.
G85 — Растачивание (Boring Cycle)
Растачивание с подачей на врезании и выходе.
Синтаксис:
G85 X_ Y_ Z_ R_ F_ ;
Отличается от G81 тем, что выход из отверстия идёт с рабочей подачей, а не на быстром ходу.
G86 — Растачивание с остановкой шпинделя (Boring with Stop)
Растачивание с остановкой шпинделя на дне отверстия. Используется для минимизации следов на обработанной поверхности.
Синтаксис:
G86 X_ Y_ Z_ R_ F_ ;
Шпиндель останавливается командой M05 на дне, выход — на быстром ходу.
G76 — Тонкое растачивание (Fine Boring)
Растачивание с микросдвигом инструмента перед выходом. Позволяет избежать царапин на обработанной стенке.
Синтаксис:
G76 X_ Y_ Z_ R_ Q_ F_ ;
Параметр Q — величина смещения инструмента (в направлении, заданном параметром 5107).
Циклы кругового фрезерования
G12 / G13 — Фрезерование по кругу (Circular Pocket Milling)
G12 — по часовой стрелке, G13 — против часовой.
Синтаксис:
G12 I_ D_ Z_ F_ ;
Параметр | Описание |
|---|---|
I | Радиус кругового кармана |
D | Глубина врезания за один проход |
Z | Конечная глубина |
F | Подача |
Пример (фрезерование кругового кармана Ø40 мм на глубину 10 мм):
G90 G54 G00 X50 Y50 Z5 ;
G01 Z0 F100 ;
G12 I20 D2 Z-10 F200 ; (радиус 20, глубина за проход 2 мм)
G00 Z100 ;
Шлифовальные циклы
Fanuc предоставляет специализированные циклы для шлифовальных станков (серии 0i-GC, 30i/31i/32i-GC), включая:
G71–G73 — циклы врезного шлифования
G74–G76 — циклы продольного шлифования с черновыми и чистовыми проходами
G77–G79 — внутреннее шлифование
Синтаксис и параметры шлифовальных циклов существенно отличаются от токарных и фрезерных. Детальный обзор будет представлен в отдельном материале, так как специфика шлифования требует учёта множества дополнительных факторов: правки круга, компенсации износа, управления врезной подачей, циклов выхаживания.
Основные особенности шлифовальных циклов:
Управление ускорением/замедлением на входе и выходе
Автоматическая правка шлифовального круга
Компенсация износа круга в процессе обработки
Циклы выхаживания (sparking-out) для снятия напряжений
Сводная таблица циклов по группам
Токарные циклы
G-код | Название | Назначение | Основные параметры |
|---|---|---|---|
G70 | Finishing Cycle | Чистовая обработка | P, Q |
G71 | Rough Turning | Черновое продольное точение | U(P), R, P, Q, U, W, F |
G72 | Facing Cycle | Черновое торцевание | W(P), R, P, Q, U, W, F |
G73 | Pattern Repeating | Контурное точение (отливки) | U, W, R, P, Q, U, W, F |
G74 | Peck Drilling Face | Сверление в торец | X, Z, P, Q, R, F |
G75 | Grooving | Продольные канавки | X, Z, P, Q, R, F |
G76 | Thread Cutting | Многопроходная резьба | P(mmrraa), Q, R / X, Z, R, P, Q, F |
G90 | Turning Cycle | Простое точение/конус | X, Z, R, F |
G92 | Thread Cutting | Однопроходная резьба | X, Z, R, F |
G94 | Facing Cycle | Простое торцевание | X, Z, R, F |
Фрезерные циклы
G-код | Название | Назначение | Основные параметры |
|---|---|---|---|
G73 | High-Speed Peck | Сверление с коротким отводом | X, Y, Z, R, Q, F |
G74 | Left-Hand Tapping | Нарезание левой резьбы | X, Y, Z, R, P, F |
G76 | Fine Boring | Тонкое растачивание | X, Y, Z, R, Q, F |
G80 | Cancel Cycle | Отмена постоянного цикла | — |
G81 | Drilling | Простое сверление | X, Y, Z, R, F |
G82 | Spot Drilling | Сверление с выдержкой | X, Y, Z, R, P, F |
G83 | Peck Drilling | Глубокое сверление | X, Y, Z, R, Q, F |
G84 | Tapping | Нарезание резьбы | X, Y, Z, R, F (+ M29) |
G85 | Boring | Растачивание | X, Y, Z, R, F |
G86 | Boring with Stop | Растачивание с остановкой | X, Y, Z, R, F |
G87 | Back Boring | Обратное растачивание | X, Y, Z, R, Q, F |
G88 | Boring Manual | Растачивание с ручным выходом | X, Y, Z, R, P, F |
G89 | Boring with Dwell | Растачивание с выдержкой | X, Y, Z, R, P, F |
G12/G13 | Circular Pocket | Круговое фрезерование | I, D, Z, F |
Ключевые параметры станка, влияющие на циклы
Параметр | Влияние на циклы |
|---|---|
1006#3 | Диаметральное/радиусное программирование (токарные) |
5101 | Минимальная величина резания (черновые циклы) |
5102 | Режим возврата в циклах сверления |
5107 | Направление отвода в цикле G76 |
5114 | Алгоритм обработки углов в G71/G72 |
5142#4 | Выбор Type A/B для G71 |
5200–5209 | Настройки циклов сверления (отводы, режимы) |
Практические рекомендации
При использовании черновых циклов (G71/G72/G73):
Профиль чистовой обработки должен быть непрерывным, без резких изломов более 90° (зависит от параметра 5114).
Не использовать G28, G30, M-коды внутри профиля — только геометрия.
Задавать припуски U и W с учётом реальных возможностей станка — слишком малые значения увеличивают время обработки без выигрыша в качестве.
При использовании циклов сверления:
Всегда задавать R выше поверхности детали минимум на 1–2 мм — иначе возможен удар при позиционировании.
Для глубоких отверстий (L/D > 5) использовать G83 с Q не более 2×D.
При нарезании резьбы метчиком (G84) убедиться, что опция жёсткого нарезания резьбы активна (M29) — иначе высок риск поломки метчика.
При работе с параметрами:
Всегда документировать исходные значения параметров перед изменением.
Тестировать изменённые параметры на холостом ходу или на пробной детали.
Что дальше
Этот обзор — отправная точка для понимания структуры постоянных циклов Fanuc. В следующих материалах будут детально разобраны:
G71 Type A vs Type B: практические различия и выбор оптимального
G76: расчёт параметров нарезания резьбы для метрической, дюймовой и трапецеидальной резьбы
G83: оптимизация глубокого сверления — расчёт Q и режимов отвода
Циклы шлифования: G71–G79 с примерами настройки правки и выхаживания
От редакции: Работа с циклами — один из тех навыков, где теория без практики бесполезна, а практика без теории — опасна. Если вы сталкивались с нестандартными ситуациями при использовании циклов, нашли ошибки в документации или знаете тонкости настройки параметров для конкретных серий — делитесь в комментариях. Это ценно для всех, кто работает с Fanuc.